Технологія пайки поліпропіленових труб
Процес зварювання поліпропіленових труб являє собою ряд операцій, виконуваних у певній послідовності. Нижче наведена технологія складання водопроводу методом муфтової паяння з використанням спеціальних пристосувань.
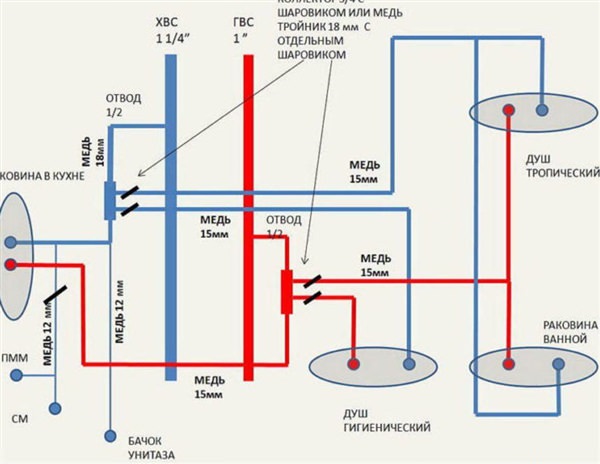
Схема водопроводу в квартирі
Перед тим як паяти поліпропіленові труби, виконайте ряд операцій, які забезпечують комфортну безперервну роботу при монтажі конструкції:
- Складіть план водопроводу, який дозволить визначити кількість труб і з’єднувачів та їх розміри. Ці дані дозволять вибрати технологію пайки і інструмент для роботи.
- Приготуйте стіл або верстак, на якому можна виконати пайку основної маси труб. Таким чином великий обсяг роботи можна виконати без помічника в зручному для вас місці.
- Підготуйте паяльник до роботи. Для нормальної зварювання інструмент повинен нагрітися до температури 255-265 градусів. Вироби без терморегулятора вже налаштовані на цю температуру. При наявності регулятора встановити шкалу на це значення. Після спрацювання індикатора перевірте температуру нагрівання спеціальним термозондом. Апарат надійно закріпіть на жорстко фіксованою штатної підставці. Встановіть на паяльник перехідники під труби і фітинги.
- Запасіться замшевими рукавичками для безпечної роботи з гарячими заготовками. Продумайте, як буде вентилюватися приміщення, адже при нагріванні пластику виділяється газ з різким запахом.

На фото показано, як паяти поліпропіленові труби
Процес зварювання поліпропіленових труб виконується в такій послідовності:
- Визначте точні розміри поліпропіленових труб, які необхідно припаяти один до одного. Розмір дорівнюватиме довжині ділянки на плані водопроводу плюс величина входження вироби в фітінг.
- Нанесіть на поверхні кільцеву мітку для розрізання.
- Розріжте спеціальними ножицями заготовку по мітці. Для цього розведіть ручки пристосування і встановіть трубу між лезами. Доведіть ножі до контакту з поверхнею і переконайтеся, що вони розташовуються точно на мітці. Прикладіть до ручок зусилля і розріжте виріб. Для оброблення виробів великого діаметра або з товстими стінками рекомендується використовувати труборізи.
- Огляньте торці виробів. Зрізи виробів повинні бути круглими, а товщина по діаметру однаковою. Не допускаються задирки, напливи та шорсткості.
- З допомогою калібратора видалити задирки в місцях різу.
- Для усунення овальності виконайте калібрування труб. Для цього знадобиться спеціальний калібратор, діаметр якого відповідає діаметру труби. Вставте штуцер пристрою в заготівку до упору. Переконайтеся, що ножі стосуються поверхні виробу. Проверніть калібратор і зніміть шар пластику з виробу.
- Спробуйте зістикувати вироби. Якщо вам вдалося надіти фітінг на трубу, значить, один з елементів або обидва браковані. Якісні заготовки можливо поєднати тільки після нагрівання. Щоб завжди була можливість видалити браковані ділянки, купуйте труби і фітинги з запасом.
- На трубах армованих поліпропіленових видаліть металеву прошарок шейвером або торцователем.
- Обезжирьте з’єднуються місця засобами, які рекомендують виробники труб, зазвичай хлорэтиленом, трихлорэтаном, етиловим або изоприловым спиртом.
- На трубі відміряйте відстань, на яке вона увійде в фітінг, додайте 1 мм і поставте кільцеву мітку. Вимірювання виконуйте будь-яким вимірювальним інструментом. При визначенні відстані «на око» можна зробити помилку, яка потім позначиться на якості стику. Мітка у вигляді кільця дозволить контролювати відсутність перекосів при пайку елементів.
- Якщо монтується куточок, на поверхні нанесіть мітку його орієнтації.
- Увімкніть паяльник і почекайте, поки не спрацює індикатор нагрівання до потрібної температури.
- Час приведено для температури повітря +20 градусів. У холодному приміщенні нагрівання збільште на 2-3 секунди. При температурі нижче +5 градусів прогрів продовжите на 50%.
- Одночасно встановіть на перехідники паяльника трубу і фітінг. Труба повинна зайти до мітки, муфта — до упору.
- Після закінчення часу нагріву швидко зніміть деталі з паяльника і з’єднайте їх, контролюючи правильне положення і співвісність. Стиковку проводите дуже швидко, поки не застиг пластик. Провертати елементи можна протягом 1-2 секунд.
- Потримайте елементи нерухомо до повного застигання, зазвичай 25-30 секунд. Більш точно час утримування можна визначити по таблиці. Примусово охолоджувати стик забороняється.
- Перевірте якість зварювання на першому стику. Якщо все зроблено правильно, всередині утворюється буртик, що виступає над поверхнею на 1 мм. Якщо пластик перекриває отвір, зменшити глибину заводимой частини труби на 1-2 мм.
- Після закінчення роботи очистити паяльник і всі його елементи від залишків пластику.
Максимальну міцність з’єднання набуває лише через деякий час, протягом якого труба не повинна навантажуватися. Через добу після складання водопроводу подайте у систему тиск і перевірити відсутність течі у всіх стиках.
Таблиця для визначення часу нагрівання елементів:
| Показник | Діаметр, мм | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 65 | |
| Довжина стыкуемого ділянки, мм | 13 | 14 | 16 | 16 | 20 | 23 | 26 |
| Час нагріву, сек. | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Час на з’єднання елементів після нагрівання, с. | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Час первісного утримування, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Час повного затвердіння, хв. | 2 | 2 | 2 | 4 | 4 | 4 | 6 |












